赛帝交通智能--专注散热

扫一扫咨询
散热片,散热器,散热模组的专业生产厂家...
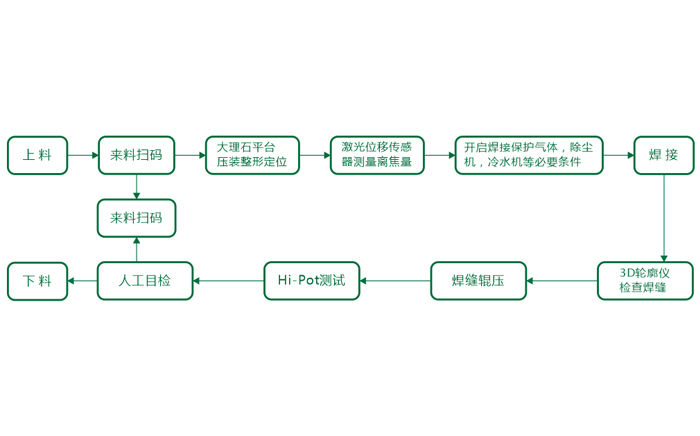
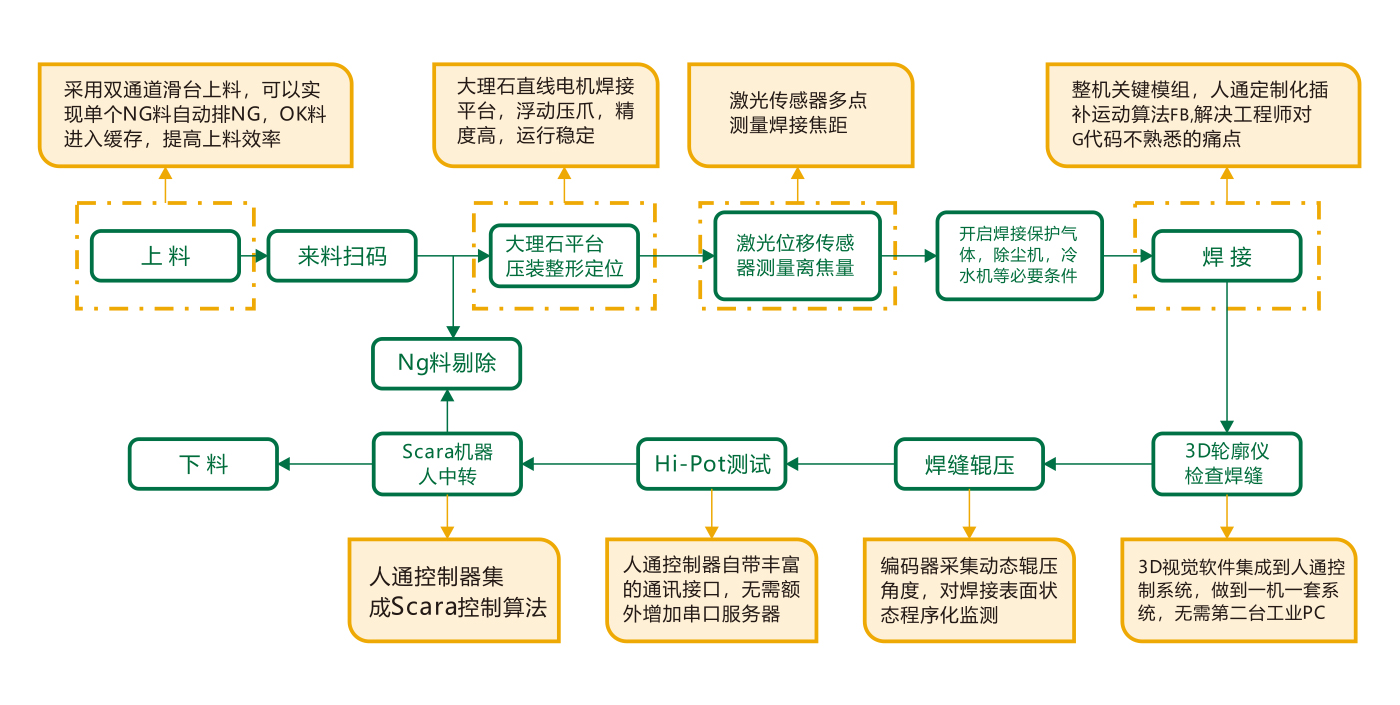
方形铝壳锂电池在制造组装过程中,需要大量应用到激光焊接工艺,例如:电芯软连接与盖板焊接、盖板封口焊接、密封钉焊接等等。激光焊接是方形动力电池的主要焊接方法,归功于激光焊接具有能量密度高,功率稳定性好,焊接精度高,易于系统化集成等诸多优点,在方形铝壳锂电池生产工艺中,有不可替代的作用。 顶盖封口焊接焊缝是方形铝壳电池中尺寸最长的焊缝,也是焊接耗时最长的焊缝。近年来锂电制造行业高速发展,顶盖封口激光焊接工艺技术及其装备技术也在快速发展,我们根据装备的焊接速度性能不同,将顶盖激光焊接设备及工艺大概划分为3个时代,焊接速度<100mm/s的1.0时代(2015-2017),100-200mm/s的2.0时代(2017-2018),以及200-300mm/s的3.0时代(2019-)

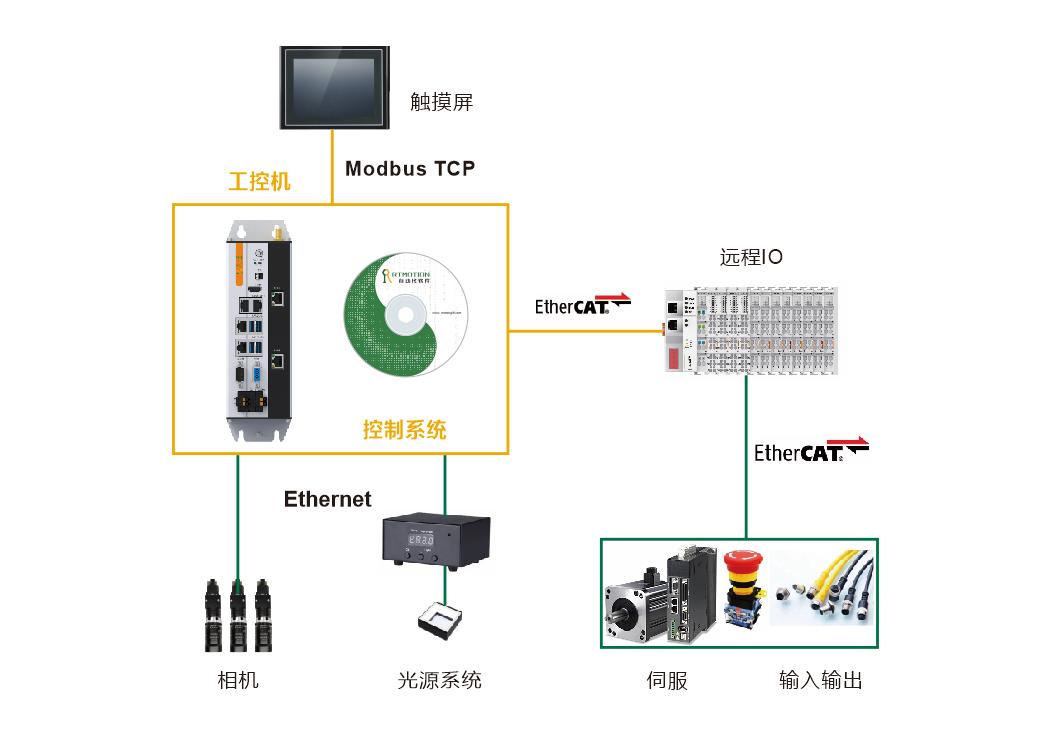
基于PC、ETHERCAT总线通讯、能同时带256根伺服轴、云计算、大数据、深度学习、语言、视觉、传感...